天下铝工业看渤海湾:铸锭热轧篇
2018年11月29日 9:37 67029次浏览 来源: 中国有色网 分类: 铝加工 作者: 王祝堂
表1 渤海湾铸锭热轧生产能力
表2 典型变形铝合金的热轧温度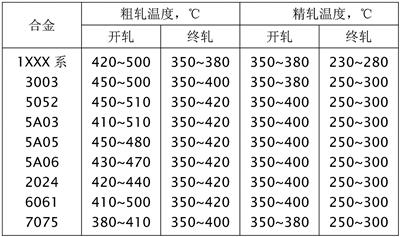
中国渤海湾(山东省、辽宁省、北京市、天津市、吉林省、辽源市、内蒙古通辽市霍林郭勒)是世界铝工业最完整、最密集与最大地区,也是世界最先进装备聚集区之一,铸锭热轧板带材生产能力6880kt/a(表1),约占全国总产能的35%,已成为全球高精板带材“一站式供应基地”。天津忠旺铝业有限公司、南山集团轻合金有限公司、魏桥铝电有限公司是三大世界级铸锭热轧企业。
其中,南山集团的硬合金生产线原是按美国铝业公司(现名奥科宁克公司Arco-nic)达文波特轧制厂(Davenport Works)的模式1(5588mm)+1(4100mm)+5(3000mm)设计的,后考虑到5600mm粗轧机生产的特宽5450mm厚板市场容量有限,暂缓建设,但留出了以后建设所需的位置。现代航空航天工业铝合金厚板宽度都≤3750mm,有一台3950mm的粗轧机就可以,宽度≥3750mm的厚板,乃至5000mm级宽的特厚板,除一般工业用少量外,大多用于造船工业,用于建造液化天然气(LNG)船上的贮罐与岸基贮罐等。
该地区拥有最完全的热轧生产线,有单机架的,有(1+1)式热粗-精轧线,有(1+3)、(1+4)、(1+5)、(1+1+4)式生产线。同时它们都是近十来年建设的,再过三五年一定会成为全球先进高精铝材的“一站式供应基地”,笔者所说的“一站式供应基地”是指你到该地区来,可以采购到所需要的各种各样的一切铝材,甚至深加工的半成品。
加热
由铸造厂经过锯切-铣面-均匀化处理的扁锭,在热轧之前必须经过加热,往往把这种加热称为预加热。扁锭的锯切与铣面往往在铸造车间进行,有利于废料回收与利用,但均匀化处理也可以与预加热合二为一,将扁锭装于加热炉内,先进行均匀化处理,而后将温度下降到热轧温度,再出炉热轧,当今扁锭加热多在推进式加热炉内进行。
推进式加热炉
现在几乎所有现代化轧制厂的扁锭加热炉都是推进式的,具有装炉量大、热效率高、节能环保、温度控制精准、自动化程度高等特点,中国首台推进式加热炉是东北轻合金有限公司1984年从美国赛科/瓦威克公司(Seco/Warwick)引进的,截至2017年,中国有引进的这种加热炉约128台,其中渤海湾有46台,占总数的36%。后来西南铝业(集团)有限责任公司又从赛科/瓦威克公司引进了1台扁锭推进式加热炉。
天津忠旺铝板带有限公司拥有单一平轧铝产品厂最多的扁锭推进式加热炉,共有21台,第一批加热炉于2015年投产。
热轧温度
典型变形铝合金的热轧温度见表2。
热轧
热轧是指在金属再结晶终了温度以上进行的轧制。热轧时金属同时再进行硬化和软化过程,因变形速度的影响,只要回恢和再结晶来不及完成,金属就会随变形程度的增加产生一定的加工硬化,因而热轧后总会有或多或少的加工硬化。不过在热加工温度范围内,起主导作用的是软化,因而热轧终了时,金属处于不完全再结晶状态,热轧铝及铝合金板带材的组织总是为带有一定量变形组织的再结晶状态。
热轧制度
热轧制度包括轧制温度、速度、压下率等。在单机架轧机与粗轧机上轧制时,为便于咬入锭坯,开始阶段速度宜低;中间轧制阶段,为了控制温度与提高生产效率,只要条件允许应尽量快些;最后阶段可根据实际情况选定轧制速度。
铝及铝合金板带材热轧总加工率宜>75%,最好能>80%,总加工率越大,材料的组织越细、越均匀,性能也越好。根据经验,只有锭坯热轧总变形率达到75%,铸造组织才能变为热轧组织,例如生产LNG船上10kt级储罐厚170mm“赤道处”板的锭坯厚度宜大于680mm,生产260mm厚的特厚板的锭坯厚度应达到1m以上,但这是不可能的,不能制出开口度这么大的轧机,当今开口度max的为800mm,不过这么厚的特厚板并不用于制造重要的结构件。天津忠旺铝板带有限公司(1+1+4)式硬合金生产线4500mm粗轧机的max开口度也只有700mm。当前,航空航天工业、舰船工业与通用工业用的厚板都在180mm厚以下。
热轧产品有两大类:厚板与冷轧用的带卷。厚板定义有两种,北美有关标准规定为厚度>6.35mm(0.25in)的板材;其他地区与国家规定为厚度>6mm的板材。带材厚度为≤12mm,因为>12mm的带材不好卷取。
热轧线的构成
热轧线由辊道、立轧机、粗轧机、重型剪、轻型剪、中轧机(可无)、多机架精轧机列等组成。2300~2500(1+4)式热轧机线是全世界最典型的铝板带热连轧线,约占全球总连轧线的60%,产量约占全世界热连轧线总产量的75%以上。这类生产线可以生产一些厚板,但是主要是为生产软合金带卷建设的。
建设与投产进程
天津忠旺铝业有限公司
天津忠旺铝业有限公司位于天津市武清区经济技术开发区,2013年11月开工建设的硬合金生产线,被列为天津市2013年度20项重大工业项目之一,占地面积14×104m2,吊装实物量16kt,项目名为天津忠旺铝业有限公司“特大高精铝及铝合金加工材”。2015年3月热轧线全部安装完毕,4月开始4500mm粗轧机电气设备全面调试工作,先后进行了安全系统、介质系统、控制系统及主电机系统等空负荷调试工作,5月19日粗轧机2台7000kW主电机启动,经过近2h的连续运转,各项监测指标均显示正常,顺利实现了主电机空载运行。主电机功率共14000kW,比世界任何铝厚板粗轧机的都大得多,比美国奥科宁克铝业公司5588mm粗轧机的传动功率2984×2kW大135%,即大8032kW;比德国阿卢诺夫(Alunorf)轧制厂2号热轧线2500mm粗轧机传动功率(5000×2kW)大4000kW。
4500mm粗轧机是西马克公司设计制造的,装有厚度自动控制系统、断面凸度自控系统、温度自动控制系统、热轧过程自动控制系统,它们全部以数字显示。计算机程序控制,为生产高品质宽厚板提供了充分的技术保证。
2016年4月天津忠旺铝业有限公司熔铸厂铸出2670mm宽的硬合金大扁锭,7月轧出4300mm的厚板,2016年8月1日轧出7055合金厚板,它是除某些AI-Li合金外,生产难度最大的一种合金,合金元素含量(质量%)高:0.10Si、0.15Fe、2.0Cu~2.6Cu、0.05Mn、1.8Mg~2.3Mg、0.04Cr、7.6Zn~8.4Zn、0.06Ti、0.08Zr~0.25Zr,其他杂质单个0.05、合计0.15,其余为Al。首先这个合金的铸造难度大,内应力大,不但热裂倾向大,而且易发生冷裂,轧制变形也比2024型合金困难得多,不过它的抗拉强度达600N/mm2,还有高的断裂韧性与损伤容限,是近代航空航天器的主要结构材料之一。
2015年8月15日,4辊可逆式4500mm热粗轧机有负荷试车成功。2016年6月29日,4500mm热粗轧机经双方工作人员的不懈努力,经15min32道次成功轧出中国乃至亚洲最宽的4300mm硬合金厚板。目前世界铝工业都将超厚、超宽硬合金厚板的生产作为反映一个国家铝加工发展状况和科学技术水平的重要标志。天津忠旺铝业有限公司成功批量生产宽而厚的板材,标志着中国各个工业部门特别是航空航天工业急需的高端铝合金板材生产能力又迈上了一个新台阶。
天津忠旺铝业有限公司于2017年1月13日顺利通过了由美国性能审查协会、国际航空工业认证机构(PRI)组织的特种工艺热处理、无损探伤和中心实验室的首次认证审核,并获得PRI认证机构颁发的Nadcap(国家航空航天和国防合同方授信项目)认证证书。为天津忠旺铝业公司进一步拓展民航市场,走向更为广阔的国际民航市场获得了权威通行证,对中国铝加工企业进一步开拓国际市场具有相当大的战略意义。
Nadcap是由美国航空航天和国防军工工业巨头与美国国防部、SAE(美国汽车工程师学会Society of Automotive Engineers)等机构发起和发展的一个专门对航空航天工业的特殊产品和工艺进行认证的组织,是国际航空工业的权威认证组织。获得Nadcap的认证已成为航空航天制造业的强制性要求,空客公司、波音公司均是其成员。同时,波音公司、空客公司、赛峰公司等已将是否通过它的认证作为选择供应商的首要条件之一,是否通过Nadcap认证对企业长远发展有着重要意义。
南山集团铝材公司与南山轻合金公司
南山集团铝板快下设南山铝材公司,主管挤压铝材方面一切事务;南山轻合金公司,负责平轧铝产品方面的各种业务,2006年通过了ISO9001国际质量管理体系认证及ISO14001环境管理认证,并获得山东省高新技术企业荣誉称号,2010年通过了GB/128001-2001职业健康安全管理体系认证。
南山铝业是全球唯一的在45km2区域内拥有热电-氧化铝-原铝-铝加工-深加工于一体的完整的铝产业链企业,2017年的生产能力:191×104kW热电、1700kW/a氧化铝(含在印度尼西亚的1000kt/a)、170kt/a铝型材、816kt/a原铝、600kt/a热轧产品、600kt/a冷轧板带、220kt/a轨道交通新型合金产品、14kt/a锻件、70kt/a箔材。
2013年南山铝业公司获得美国BE航空航天公司认证,2015年与北汽集团、南车集团、波音公司签订了战略合作协议,通过了AS9100C航空体系认证;其航空产业园已为BE航空座椅生产配套产品,并得到波音、空客、中商飞、庞巴迪等主流飞机制造商的认可和支持,南山航材园已成功试制了一批又一批合格产品。
今年3月10日,南山铝业与法国飞卓宇航集团签署了合作协议,在龙口市成立南山飞卓宇航工业有限公司,生产航空零部件,合资公司位于南山航空材料产业园,依靠南山铝业在航空材料方面强大的研发、生产能力和飞卓宇航在航空材料深加工方面雄厚的管理和技术经验,共同以最周到的服务、最高效的性价比、最稳定可靠的产品质量,为世界主流飞机厂提供适宜、准确的产品解决方案,可真正实现资源共享、优势互补、互惠共赢。
轻合金公司
南山轻合金有限公司成立于2001年,厂区面积32.8×104m2,有各种专业技术人员1000余名,熔铸厂扁锭产能约860kt/a,单块锭生产能力可达34t(640mm×2130mm×9150mm)。2350mm(1+4)式热连轧线从日本石川岛播磨重工业公司引进,是一条软合金热轧生产线,可生产1XXX系、3XXX系、5XXX系及8XXX系(不含Al-Li合金)合金热轧厚板及热轧卷。热轧板厚10mm~150mm、宽950mm~2100mm,长度按客户要求。热轧带卷:厚2mm~10mm,宽950mm~2100mm,带卷内径610mm、外径1000mm~2800mm。
2350mm(1+4)式热连轧线的生产能力750kt/a,粗轧线的max开口度710mm。
南山铝业20万吨厚板项目
该项目2011年9月被列入山东省第一批战略型新兴产业重点项目,享受政府战略性新兴产业优惠政策。分两期实施,设备总投资80亿元,设计建1(5600mm)+1(4100mm)+5(3000mm)式热连轧线1条,考虑到特宽厚板市场有限,暂不建。一期生产能力200kt/a,其中厚板80kt/a,带卷120kt/a,投资约50亿元;二期将产能扩大到300kt/a,投资约30亿元,设备从西马克公司引进。
为这条热轧线提供扁锭的熔铸厂有90t圆形熔炼炉-矩形倾动式保温炉1组,LARS内导式铸造机是阿尔美克斯公司(Almex)的,可铸锭的max长度9.1m;10t铝-锂合金真空炉1台;60t炉1组,30t炉1组,精炼设备也是阿尔美克斯公司的;地坑式均匀化处理炉18台,先建10台,加热炉为推进式,从奥托容克公司引进(Otto Junker);铣面机由梅尔公司(Meer)提供。
位于航空产业园的还有挤压厂、锻压厂,总投资200亿元,厂房恢宏壮观共13跨,长1000m左右。
认证工作
在中国生产航空航天铝材的主要企业(东北轻合金有限责任公司、天津忠旺铝业公司、南山轻合金公司、西南铝业集团有限责任公司、中铝西北铝加工分公司)中,南山轻合金公司的产品认证工作是做得既快又好的,从建厂伊始就注意到了此项工作,其认证路线大致如下,从建厂开始到获得波音飞机公司供应商资质,先后历时6年(2011年~2017年):
2011年,在烟台龙口市规划建设南山航空材料产业园,2017年已建成投产的企业有:1(4100mm)+5(3000mm)式热连轧线一条,主导产品为高端厚板与冷轧用的带卷;航空航天高精挤压材项目,生产能力80kt/a;14kt/a的航空航天模锻项目有4台从德国引进的锻压机,500MN、125MN、60MN、25MN的各1台。
2014年10月厚板生产线验收,交付生产。
从2015年2月开始波音公司供应商认证工作,投入较大人力与财力,按照有关规范与条例编写铸锭与板材认证测试计划并得到波音公司审查与同意。
经过近一年半的艰苦努力,历时14个月,终于在2016年6月顺利通过波音公司2024、7050合金扁锭认证,这在中国是首次。
波音公司工作组从2016年10月开始考核南山轻合金公司7050-T7451合金厚板的生产实际与各项文件,历时7个月,于2017年5月通过认证,从此南山铝业成为这种板材的波音公司供应商。
2015年1月13日南山铝业与波音公司签订航空材料通用协议,将协助南山铝业通过航空材料产品的波音适航认证。
南山铝业公司于今年在通过航空航天产业通用的NADCAP特种工艺(热处理、无损探伤、实验室建设)认证基础上,顺利通过了波音公司的特种工艺认证。
魏桥铝电有限公司
魏桥铝电有限公司是全世界的超级铝航母,它的原铝、氧化铝与炭素制品都是全球单一企业最大,但加工材产量并不位列前茅,有1条2400mm(1+4)式西马克公司的热连轧线,2014年5月验收,正式交付生产。
铸造车间扁锭生产能力800kt/a,扁锭尺寸厚620mm,宽2200mm,锯切头、尾后,锭的最大长度为8650mm,铣面后装入艾伯纳工业炉公司(Ebner Industiecofenbau Gmbh)的推进式加热炉内加热,共4套,每台炉可装32t重的扁锭25块,因此每炉的装料量800t,是世界最大的推进式加热炉,采用该公司开发的Hicon加热技术,可确保温差≤6℃。此外,还采用TREAT perfect(精确处理)数学模型可计算锭内的温度分布状况,可以保证锭内温度达到很高的精确度与均匀度,因而锭的加热品质既高又稳定,同时生产设备可得到最佳的充分利用。
铸锭锯切机从德国莫斯内公司(MOSSNER)引进,双面铣床由日本SNK公司设计、中国第二重型机器制造有限公司制造。热轧线由辊道、立轧机、粗轧机、重型剪、千机架热连轧机列、切边机、卷取机等组成的2400mm(1+4)式热连轧线由德国西马克公司成套供应,已于2012年投产,热轧带卷生产能力750kt/a。热连轧线2012年3月开始安装,10月第1卷带材下线,2014年5月,正式验收交付生产。按照规划,同时建两条热轧线,但实际仅建了一条,另一条将于今后适当时候择机建设。
立轧机可保持轧制板带宽度在一定的范围内,减少裂边,提高成材率。这台热粗轧机的轧制力为8MN,由两台各700kW的电机驱动。四辊热粗轧机的辊面宽度2400mm,最大开口度650mm,可轧制1XXX系~8XXX系所有变形铝合金,由2台各5000kW的电机带动,将锭坯轧到45mm厚坯料经轻型剪切掉头部后送入精轧机列。剪切机用于切掉热轧板带的端头,都是液压式的,重型剪的剪切力为12000kN,轻型剪的为4500kN,可切板带的最大宽度2150mm。
热精轧机列为CVC-6 plus,共4台,将粗轧后的带材轧至10.0mm~1.8mm厚的带材,最后卷成最大直径2.8m、重达30t的带卷,精轧机的最大轧制力40MN,每台精轧机由1台5000kW的电机驱动,是中国最大的热精轧机之一,F4(第4台热精轧机)的最大轧制速度600m/min,是中国热精轧机列轧制速度最高的之一。热精轧机列轧机的CVC技术与液压弯辊工艺相结合,可精确地调整辊型与辊缝大小,从而可轧得板形良好和厚度偏差精准的带材。精轧机之后有圆盘剪,可剪除带材的裂边,剪切叶片间隙可从垂直方向和水平方向调节,可确保剪切后的带材具有光滑的无毛刺的边部。通过车间内的自动运输系统将热轧带卷运至高架仓库,冷至室温进行冷轧。
热精轧机列之后设有离线检验站,可切取一段带材进行表面品质等检验。
魏桥铝电公司的高架仓库从西马克公司引进,自动化带卷运系统是西马克公司所属的洛吉斯迪系统公司(Logutiksysteme)设计制造的,包括:将带卷从热轧机尾部运到高架仓库的运输系统,从高架仓库运到冷轧机与冷轧机之间的运输系统,高架仓库内的3辆贮存和检索车辆。带卷在车间内的运输装于托盘。从高架仓库将带卷运到其他区域由2套自动化运输装置(ACTs)承担,在车间内的运行由激光导航系统指挥,以一定的速度丝毫不差地准时地运到指定地点。
高架仓库内有强大的风冷系统,可将外径2800mm,重达30t的热轧带卷从335℃左右在规定时间内冷却到可冷轧的45℃以下。这个高架仓库是世界最大的之一,长290m,可贮存1400个带卷,总重42000t。
比较简单地运输单元,则是在西马克公司的洛吉斯迪克物流系统公司的指导监督下按他们提供的图纸由国内制造与配套的。
奥科宁克(秦皇岛)铝业有限公司
该公司原名美铝渤海铝业有限公司,2017年11月1日随着美国铝业公司一分为二改称奥科宁克(秦皇岛)铝业有限公司,是外商独资企业,由中国人经营管理,有一条1(3192mm)+3(2184mm)式热连轧生产线,是从美国瓦里克(Waarick)铝业公司搬迁过来的二手设备,2009年投产,生产能力380kt/a,不生产硬铝合金及软合金厚板,没有拉伸机与固溶处理炉。有2台2300mm戴维公司的4辊不可逆式冷轧机,1998年其中1台失火,损坏较重,至今未修复,所以现在仅有1台在生产,热轧生产线的生产能力远未得到发挥,不过由于管理科学严谨,工人操作技术熟练,1台冷轧机的罐身料(Can Stock)产量超过130kt/a。
齐星工业铝材有限公司与三源铝业有限公司
该公司的2400mm热粗-精轧生产线于2014年4月6日有负荷试车成功,顺利地轧出了第一卷带材,达到了预期效果,后经过两个月的精调与试生产正式交付生产。它的生产能力约300kt/a。
三源铝业有限公司位于潍坊市,也有一条2400mm的热粗-精轧生产线。
热轧冷却与润滑
热轧铝及铝合金时都应向轧辊喷射大量的乳液,以冷却和润滑轧辊,降低轧辊与变形金属之间的摩擦力,减少轧制能耗,提高轧制产品表面品质,减少轧辊磨损,控制轧辊温度和辊型。
1954年中国第一台4辊可逆式热轧机在东北轻合金加工厂投产时用的是苏联的59俄乳化液,至今仍有一批中小热轧厂用这种乳化液或用自行研制的乳化液为热轧冷却润滑剂,但它们不能满足现代化的大型高速热轧机与热连轧线的冷却润滑要求,所以中国引进的热轧线几乎全部用外国公司生产的轧制油(如好富顿Houghton公司的热精轧和热连轧Tendemol 6200系列轧制油和可逆式热粗轧Tendemol 6300系列轧制油,虎牌石油(中国)有限公司的虎牌铝热轧乳液,等等)。
进口的热轧油为配好的含有各种添加剂的基础油,所以铝轧制厂可以直接向轧机油箱添加。添加前清理干净轧机乳化液循环系统,清洗后向箱内加水,加至保持够循环液位即可,将水加热到30℃~40℃后添加乳化油。通常加乳化油方式有两种:预混法,现在预混合箱内将乳化油和水高速搅拌成高浓度乳化液后,泵至乳液循环系统中;用乳化液系统主泵或过滤泵高速剪切乳化油,然后泵入乳化循环系统。渤海湾大中型热轧企业用的乳化液全是用进口的或外资企业生产的乳化油配制的。
热轧乳液的含水量在95%以上,油的含量2%~5%,可用硬水、软水或去离子水配制。
高架仓库
热轧带卷温度往往大于320℃,有时甚至高达350℃,必须将其冷到50℃以下方可进行冷轧。因此,现在的大型平轧铝产品厂如天津忠旺铝业有限公司、魏桥铝电有限公司、南山轻合金有限公司等都设有容量甚大的热轧带卷冷却高架库,它们的自动化程度、冷却能力、存贮容量等均居世界之巅。渤海湾共有6座,其中天津忠旺铝业有限公司3座、南山轻合金有限公司2座,魏桥铝电有限公司1座。
天津忠旺铝业有限公司3座高架库(high-bay warehouse)的总容量约100k卷,是从德国福莱特(VOllert)公司引进的。主库长504m,可储1500卷,共有5层,150条通道;辅库2座,一座长275m、高31m,可存约1200卷,另一座长300m、高33m,10层,用于存放冷轧好的成品带卷,总存储量约2100卷。
结束语
紧靠渤海,从烟台到天津,聚集着3个超现代化的平轧铝产品企业:南山轻合金公司、魏桥铝电有限公司、天津忠旺铝业有限公司,它们热轧厚板生产能力近200kt/a。笔者写完此材料后有两点感慨:一是这三个企业的所有装备,从熔铸装备到板带包装的一切设备都全部成套引进,今后再建类似企业时,建议只引进关键设备,非关键的或者大部分由中国企业配套;二是乳化油供应问题,润滑与冷却在热轧中起着至关重要的作用,没有乳液热轧就寸步难行,可是当前中国大型轧制厂用热轧乳化油不是直接进口的,就是在华的外商独资企业生产的,建议国内企业尽快投资研发。此外,渤海湾地区合金板带项目产能已足够大,再在该地区投建类似项目需谨慎。
责任编辑:于璐
如需了解更多信息,请登录中国有色网:www.yujingqiu.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
