教授品镁(117):镁焊件的补焊
2019年03月20日 8:59 15006次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
在镁工件生产中,补焊是一道非常重要的工序,不论是铸件、锻坯或焊件或多或少都会存在一些缺陷,需要补焊解决,以免工件报废,造成浪费。与通常的焊接相比,补焊对焊工的操作技术有更高要求,工艺参数的选择更为苛刻。
半成品焊件有外观或内部缺陷需要修补;铸件或锻件有缺陷时也需要修补。镁合金的熔点低,为避免过热,补焊时宜用小的焊接线,以缩短熔池在高温下的停留时间与减少热影响区宽度,这对铸件补焊特别重要,因为铸件是在固溶处理-时效后的精加工时才发现缺陷。铸件体积往往较大,或因有变形要求而不便再进行固溶处理时,可采用氩弧焊冷补焊。
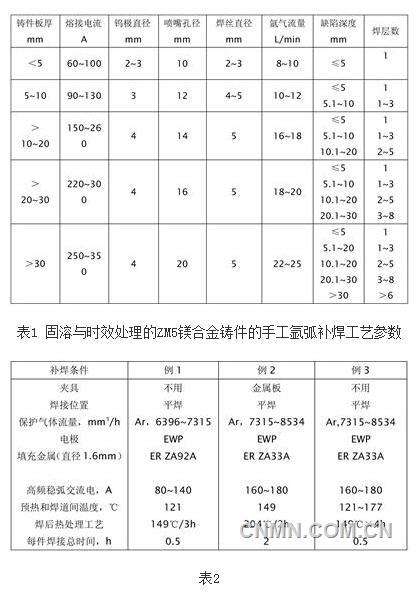
补焊淬火-时效的ZM5合金铸件时,电流宜小、焊丝宜细、敷熔金属宜少,并尽可能采用多层补焊,焊了几层后停下来,以防镁件过热,焊缝晶粒细小均匀,接头硬度HB和抗拉强度Rm均可满足标准要求。
铸件的焊补
手工钨极气体保护电弧焊补焊工艺条件如(表2)所示,焊前必须用钢丝刷或回转锉清理补焊表面。电源为高频稳弧300A变压器与300A水冷焊矩,焊缝背面以流量2438mm3/h的氮保护,在总时间中补焊补焊后热处理时间。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.yujingqiu.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
