【教授品镁(179)】正挤压工艺和材料热处理
2022年05月18日 10:19 16575次浏览 来源: 中国有色金属报 分类: 镁应用 作者: 王祝堂
挤压工艺最主要的部分是挤压温度,它与合金种类和挤压材形状有关,一般为295℃~455℃,对镁及镁合金的挤压变形特性影响很大,可以通过调节挤压温度来满足挤压比要求,镁合金的挤压比(断面减缩率)通常保持在10∶1~100∶1,采用预挤压坯锭挤压时,可以采用更大的挤压比。同时,挤压镁合金时会产生大量热能,必须采取适当措施散发这部分热量,否则,被挤件温度有可能会超过固相线温度,形成热裂纹。
挤压结束后,先取出模具,并从锭坯上切下成品件,再取出锭坯余料,余料可以循环使用。如果立即装上新锭坯,并与锭坯余料焊合后,可以连续挤压,必须预留纵向槽,以便新旧锭坯卷入的气体排出,可采用铸造、机械加工和挤压法加工纵向槽。用挤压工艺可以生产双金属复合材料。
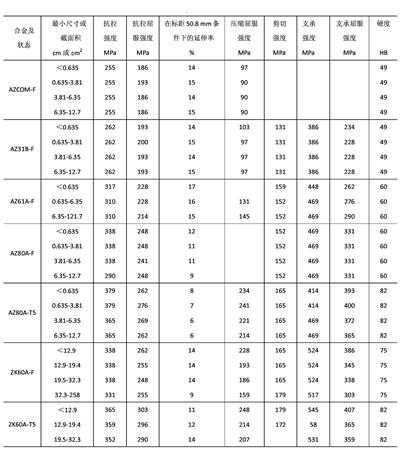
为了使挤压材具有弥散分布的细小的显微组织和较高的力学性能,须将挤压材进行在线淬火,即在挤压机上向出模的高温挤压材吹强气流或水。应注意的是,冷却水不得与热模接触,否则模型会开裂。挤压材料人工时效后,力学性能显著上升,它们的典型性能见表。粉末挤压ZK60A合金有很高的抗压强度,因其晶粒极小。
ZK60、WE43、WE54合金的热处理状态为T5(人工时效)或T6(固溶+人工时效)。T5和T6状态的ZK系列镁合金挤压材,不但有各向同性的强度性能,而且塑性也不低。热处理对WE系镁合金挤压材的室温力学性能影响不大,但能较明显地提高其高温性能稳定性。AZ61及AZ80镁合金也可以时效强化,但在T5、T6处理后,强度性能仅略有提高,可是塑性却明显下降。一般情况下,ZK型镁合金具有良好的强度与塑性匹配,无需进行热处理。
责任编辑:杨一鸣
如需了解更多信息,请登录中国有色网:www.yujingqiu.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
