【教授品镁(182)】挤压坯料准备
2022年06月28日 8:55 26006次浏览 来源: 中国有色金属报 分类: 镁应用 作者: 王祝堂
表1 均匀化处理及挤压前的加热对挤压Mg-3%Al合金挤压力的影响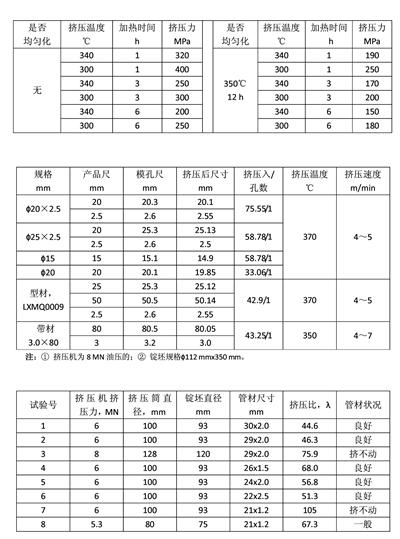
表2 以分流模挤压AZ31B管时,挤压比与管材质量的关系
表3 模具预热温度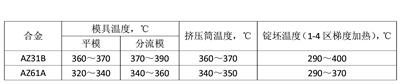
压力加工用的镁及镁合金大都采用半连续铸造法(DC法)生产,可以选择性的对铸锭进行均匀化处理,但高成分合金必须进行均匀化处理。均匀化处理可显著降低挤压力,一般可以降低20%~25%,甚至更多。均匀化处理规范通常为350℃×12h。Mg-3%Al合金管材(锭坯规格98mm×150mm,管材规格44mm×1.5mm)在挤压时,均匀化处理对挤压力的影响见表1。
镁合金在挤压前都须车皮、管坯和镗孔,尤其反挤压的管坯和异形薄壁型材锭坯还应有较高的尺寸精度和均匀的壁厚,以确保挤压材壁厚均匀。在实际生产中,有时还用挤压坯料生产小规格或有特殊要求的产品。挤压材的锯屑应及时清理,以确保生产人员的安全,挤压车间应配备沙箱和D级灭火器材。挤压前,通常用电阻炉加热挤压材,电阻丝埋设在耐火砖内。
镁的熔点比铝的约低10℃,其密度比铝的低35.6%,其线胀系数又比铝的高5.9%,因此,在设计模具与锭坯加热时间等方面都应考虑。特别在设计模具工作带时,模孔加工尺寸的热胀冷缩余量应约比铝的大一倍。
由于镁合金的塑性较差、不易变形,且镁合金与钢的亲和力较低,所以挤压垫与挤压筒内径的配合偏差定为0.2mm~0.3mm。挤压后残料(压余)与挤压垫易分离,因此,无需润滑垫片。
镁合金的可焊性较低,因此,用平面分流组合模挤压管材和空心型材时,应精心设计分流孔和导流系统,以减少流量阻力,增强焊合均匀性。分流挤压AZ31B管材时的挤压工艺与产品质量关系见表2。镁合金挤压模材料大都为H13模具钢,与制备铝合金挤压模用材料相同,材料在淬火与回火后的HRC硬度应达到47~51。挤压前,模具的预热温度比锭坯温度低20℃~30℃(表3)。加热时间取决于模的大小,以热透和温度均匀为准。
责任编辑:杨一鸣
如需了解更多信息,请登录中国有色网:www.yujingqiu.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
